




Ekstruzija plastike, također poznata kao plastificirajuća ekstruzija, je kontinuirani proces proizvodnje velikog volumena u kojem se termoplastični materijal - u obliku praha, peleta ili granulata - homogeno topi i potom istiskuje iz kalupa za oblikovanje pomoću pritiska.U ekstruziji puža, pritisak dolazi od rotacije vijka na zid cijevi.Kako talina plastike prolazi kroz matricu, ona poprima oblik rupe u kalupu i napušta ekstruder.Ekstrudirani proizvod naziva se ekstrudat.

Tipičan ekstruder se sastoji od četiri zone:
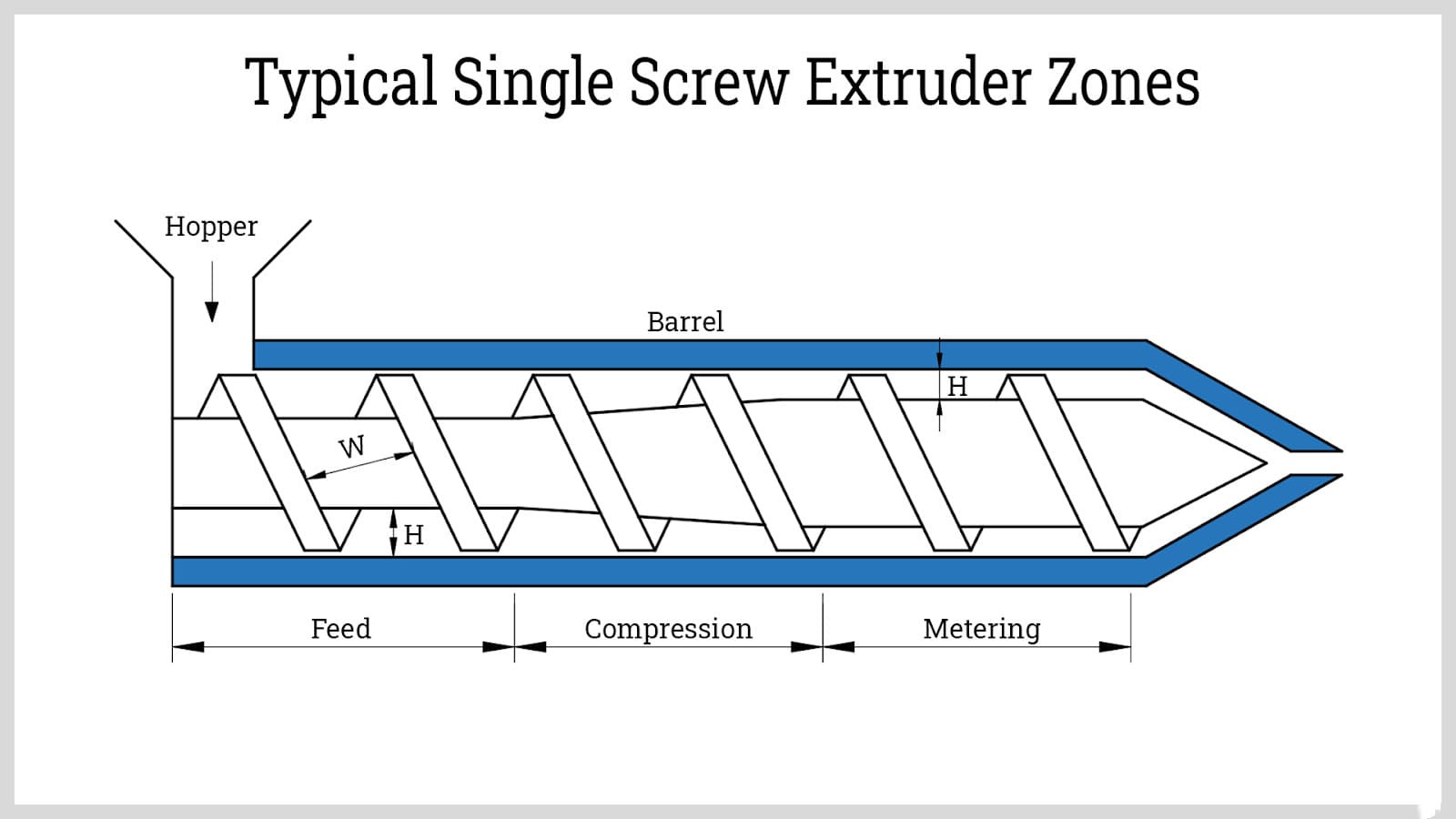
Feed Zone
U ovoj zoni dubina leta je konstantna.Udaljenost između glavnog prečnika na vrhu letve i manjeg prečnika vijka na dnu letve je dubina leta.
Prijelazna zona ili zona kompresije
Dubina leta počinje da se smanjuje u ovoj zoni.U stvari, termoplastični materijal se komprimira i počinje plastificirati.
Mixing Zone
U ovoj zoni dubina leta je opet konstantna.Kako bi se osiguralo da je materijal potpuno otopljen i homogeno izmiješan, može se postaviti poseban element za miješanje.
Zona mjerenja
Ova zona ima manju dubinu leta nego u zoni miješanja, ali ostaje konstantna.Takođe, pritisak gura talinu kroz kalup za oblikovanje u ovoj zoni.
S druge strane, topljenje polimerne mješavine uzrokovano je trima glavnim faktorima:
Prijenos topline
Prijenos topline je energija koja se prenosi sa motora ekstrudera na osovinu ekstrudera.Takođe, na topljenje polimera utiču profil vijka i vreme zadržavanja.
Trenje
Ovo je uzrokovano unutrašnjim trenjem praha, profilom vijka, brzinom vijka i brzinom pomaka.
Bačva ekstrudera
Za održavanje temperature u buradi koriste se tri ili više nezavisnih regulatora temperature.
Vrijeme objave: Oct-08-2022






